
轧膜成型(sheet forming)也属于可塑法成型。将准备好的坯料拌以一定量的有机塑化剂,使之具有可塑性。塑化剂是由黏合剂、增塑剂、溶剂、消泡剂等配制而成。黏合剂要求有足够的黏合力、较好的成膜性能(良好的延展性和韧性),并具有烧后灰分少、无毒性的特点。增塑剂所起的作用是插入高分子化合物的链段之间,减弱相互之间吸引力,使黏合剂受力变形后不致出现弹性收缩和破裂,从而提高坯料的可塑性。溶剂的主要作用是溶解黏合剂和增塑剂。轧膜成型常用的黏合剂、增塑剂和溶剂列于表4-6中。

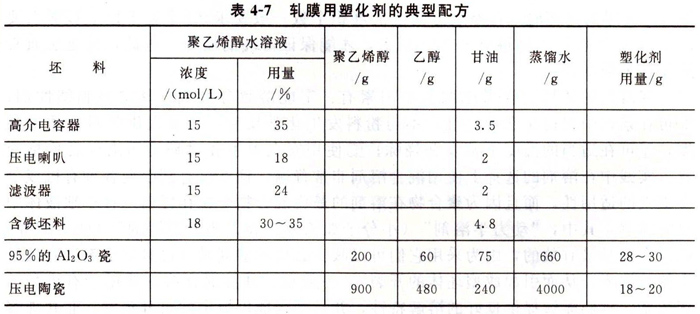
根据实践经验,聚乙烯醇在用作轧膜黏合剂时的质量要求有:①聚合度在1400-1500之间(聚合度过大则轧出的膜片弹性过大,聚合度过小则轧出的膜片塑性差、脆性大);②醇解度在80% - 90%之间;③含碱量应适当(含碱量过高会使聚乙烯醇聚合度降低)。轧膜用塑化剂的典型配方见表4-7。
配制好的轧膜浆料置于两辊轴之间进行辗轧,通过调整轧辊间距,经过多次辊轧,晟后达到所要求的厚度。图4-10给出了轧膜成型原理示意图。轧好的坯片,还需经冲切工序制成所需的坯件。轧辊成型时,坯料只是在厚度和前进方向受到碾压,在宽度方向受力较小,因此,坯料和黏结剂不可避免地会出现定向排列。干燥和烧结时,横向收缩大,易出现变形和开裂,坯体性能也会出现各向异性。轧膜成型适宜生产Imm以下薄片状制品,但对厚度小于0.08mm的超薄片,轧膜成型是难以轧制的,质量也不易控制。
轧膜成型适宜生产Imm以下薄片状制品,但对厚度小于0.08mm的超薄片,轧膜成型是难以轧制的,质量也不易控制。采用轧膜成型的方法,已制备了YSZ电解质薄片、PTCR瓷片、Zn0-玻璃系压敏电阻器等。
地址:http://www.taocibang.cn/jishu/415.html
本文“轧膜陶瓷制备工艺介绍”由科众陶瓷编辑整理,修订时间:2015-02-05 11:11:01
科众陶瓷是专业的工业陶瓷加工生产厂家,可来图来样按需定制,陶瓷加工保证质量、交期准时!
有疑问请点击咨询客服

- 上一页:氧化锆陶瓷挤压成型方法和缺点
- 下一页:氧化锆陶瓷在低温和潮湿环境下的老化现象














