
氧化锆陶瓷在进行加工成型的过程中有一个相当重要的一环,那就是陶瓷磨削加工,下面科众陶瓷厂带大家了解一下延性域磨削加工方法。
陶瓷材料特别是硬度较大的陶瓷材料如氧化锆陶瓷等素来便是“加工困难户”,以致陶瓷精密零件的加工费用占到成本的30%-60%,有的甚至高达90%。因此探索陶瓷材料的精密、高效、低成本加工方法就显示尤为重要。

氧化锆陶瓷结构件
氧化锆陶瓷磨削加工技术:
磨削加工作为陶瓷机械加工的主要手段,也是目前氧化锆陶瓷的主要机械加工方法。随着国内外众多学者不断深入和发展,已逐步形成一系列的理论指导,磨削加工方法和手段也在不断的变化和更新。下文将对磨削加工理论及相关工艺进展做简单整理。
延性域磨削加工技术
延性域磨削技术主要是针对脆性材料而言,致力于追求无损伤的磨削。在磨削脆性材料时,切屑的形成与磨削金属等塑性材料类似,“切屑”通过剪切的形式被磨料从集体上切除下来,磨削后的表面和亚表面没有裂纹形成,也没有脆性剥落时的凹凸不平现象产生,避免了亚表面裂纹的发生,是一种损伤极小的磨削方式,在陶瓷、玻璃、光学和半导体领域有广阔的应用前景。
技术要点:该技术是主要采用高刚度高分辨率的磨床,通过控制磨削深度,使脆性材料以延性域的模式去除,也就是脆性材料的磨削机制由原来的脆性断裂变为塑性流动,选择合适的磨削参数及砂轮的特性参数,来取得较好的加工表面。
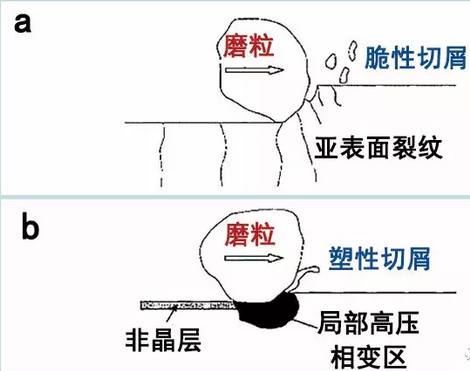
两种脆性材料的去除机理:a脆性断裂去除,b塑性流动去除
图片解析:塑性和脆性是硬脆材料的两个及基本性质,在常规条件下,硬脆材料其屈服强度与断裂强度非常接近,因此加工时,磨粒和材料接触区的应力首先达到断裂强度,形成裂纹尖端,裂纹尖端扩展形成裂纹,最后断裂生成磨屑,加工表面损伤严重,亚表面残留一定深度的裂纹,见上图a。当去除材料的未变形厚度减小到临界值以下,就会出现脆性延性转变,磨料和陶瓷材料的接触区应力首先达到剪切强度极限,产生塑性流动,进而形成切屑,从而实现延性域加工,见上图b。
应用示例:采用粒度为W0.5微粉金刚石砂轮对氧化锆陶瓷的磨削实验表明,在砂轮线速度Vs=11.8m/s,进给速度V1=40mm/min,可获得表面粗糙度Ra=3nm的超光滑镜面。厚度较小氧化锆陶瓷工件采用普通磨削时会由于微小震动产生裂纹,而延性域磨削是加工陶瓷材料无损加工的一种方式。
地址:http://www.taocibang.cn/jishu/1495.html
本文“氧化锆陶瓷磨削加工方法---延性域磨削”由科众陶瓷编辑整理,修订时间:2022-12-20 10:54:34
科众陶瓷是专业的工业陶瓷加工生产厂家,可来图来样按需定制,陶瓷加工保证质量、交期准时!
有疑问请点击咨询客服















